





Il servizio bersagli si occupa di produzione e caratterizzazione di bersagli da utilizzare in diversi ambiti. In particolare, le attività sono divise in tre parti:
- Bersagli per la fisica nucleare
- Bersagli per applicazioni
- Bersagli ISOL
Bersagli per la fisica nucleare
Si occupa di studio e preparazione di bersagli per esperimenti di fisica nucleare che sono svolti ai LNL oppure in laboratori stranieri (su richiesta di gruppi locali). Si tratta di film sottili di isotopi di metalli arricchiti ottenuti con varie tecniche, come ad esempio laminazione o evaporazione in vuoto. Esistono diverse tipologie di bersagli che possono essere realizzati:
- Self supporting
- Con backing
- Strip-targets
- Sandwich-targets
- Plunger-targets
La strumentazione presente include molti apparati, tra cui una cappa per polveri con bilancia ad alta precisione, un laminatoio che lavora in atmosfera inerte, due evaporatori ad alto vuoto di cui uno criogenico.
Un esempio di bersaglio prodotto si può trovare in: N.M. Uzunov et al., Phys. Med. Biol. 63 (2018) 185021, https://doi.org/10.1088/1361-6560/aadc88

Bersagli per applicazioni
In questo reparto si studiano tecniche innovative per realizzare bersagli solidi per ciclotroni, sia per le misure di sezioni d’urto nucleari che per la produzione di radioisotopi per applicazioni in medicina nucleare.
In generale un bersaglio è costituito dal materiale precursore adeso su un materiale di supporto adeguatamente scelto. Ogni bersaglio deve soddisfare specifici requisiti, tra cui la stabilità termica e meccanica sottofascio, uniformità di spessore e minimo livello di impurezze. Le tecniche di produzione devono garantire la minima perdita del materiale di partenza (spesso isotopicamente arricchito) durante il processo di preparazione.
I bersagli per le misure di sezione d’urto hanno spessori di circa 1-20 µm, in modo da produrre un’attività sufficiente dei radionuclidi di interesse da poter essere misurata con rivelatori HPGe e abbastanza sottili da garantire una bassa perdita di energia del fascio nell’attraversare lo spessore.
I bersagli per la produzione sono invece più spessi, circa 100 µm – 1 mm, a seconda della reazione nucleare utilizzata; in generale, lo spessore viene scelto in modo da massimizzare la resa di produzione del radionuclide d’interesse minimizzando, allo stesso tempo, la co-produzione di contaminanti. Inoltre, siccome la resa è direttamente proporzionale alla quantità di corrente che colpisce il bersaglio, i materiali e la struttura dello stesso vengono studiati anche per poter sostenere la maggiore potenza di fascio incidente possibile. La loro progettazione viene eseguita con l’ausilio di avanzati strumenti di calcolo, quali la fluidodinamica computazionale e le analisi agli elementi finiti, per lo sviluppo di accurati modelli allo scopo di predire il comportamento del bersaglio durante l’irraggiamento. Per la validazione dei modelli, in questo reparto vengono realizzati specifici apparati di prova, per valutare le prestazioni di configurazioni innovative di bersagli spessi che permettano di smaltire più efficacemente la potenza termica generata dal fascio.
In figura sono mostrate le tecniche di preparazione di bersagli studiate nell’ambito del progetto LARAMED (link progetto speciale LARAMED): Magnetron Sputtering (MS) (link servizio G. Keppel), Spark Plasma Sintering (SPS) e High Energy Vibrational Powder Plating (HIVIPP). Nel reparto è anche presente un apparato per macinazioni criogeniche per la preparazione delle polveri.
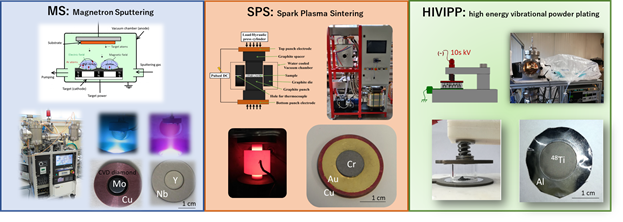
Utilizzando le prime due tecniche (MS e SPS) sono stati realizzati target spessi (100-400 µm) adatti agli irraggiamenti con ciclotroni medicali per test di produzione di radioisopi di uso clinico (99mTc, 89Zr, 52Mn) (progetto METRICS). Con la tecnica di deposizione elettrostatica (HIVIPP), studiata nell’ambito del progetto E‑PLATE, sono stati realizzati target sottili (10 µm) di materiale isotopicamente arricchito adatti alle misure di sezione d’urto (progetto REMIX).
Maggiori informazioni si possono trovare in: H. Skliarova et al., Cyclotron Solid Targets Preparation for Medical Radionuclides Production in the Framework of LARAMED Project. J. Phys.: Conf. Ser. 1548 (2020) 012022, https://doi.org/10.1088/1742-6596/1548/1/012022
Bersagli ISOL
Si occupa di produzione e caratterizzazione di bersagli per facilities di tipo ISOL, in particolare per SPES (link SPES). I materiali prodotti sono ceramici porosi (carburi) per applicazioni ad alta temperatura (> 1600 °C) in alto vuoto. Nella maggior parte dei casi vengono prodotti dischi di qualche mm di spessore ottenuti mediante diverse tipologie di processi, tra cui riduzione carbotermica, partendo da precursori solidi (polveri) o con tecniche sol-gel.
La strumentazione presente include molti apparati, tra cui un mulino planetario per miscelare e macinare polveri, un forno ad alto vuoto per trattamenti termici, un picnometro ad elio e un permeametro per la caratterizzazione della porosità dei materiali.
Un esempio di bersaglio prodotto si può trovare in: S. Corradetti et al., Ceram Int. 46 (2020) 9596, https://doi.org/10.1016/j.ceramint.2019.12.225

